The process begins when a company requiring an aluminum extrusion profile die contacts eksenAL. The eksenAL customer relations team conducts a comprehensive manufacturability analysis by evaluating the profile specifications and product range planned for production, together with the client’s press capacity and available workforce. This assessment ensures that the proposed die design is fully aligned with the customer’s production infrastructure and operational capabilities.

Based on this analysis, the client’s requirements are reviewed and refined through eksenAL’s expertise, transforming them into technically optimized and functional production requests.
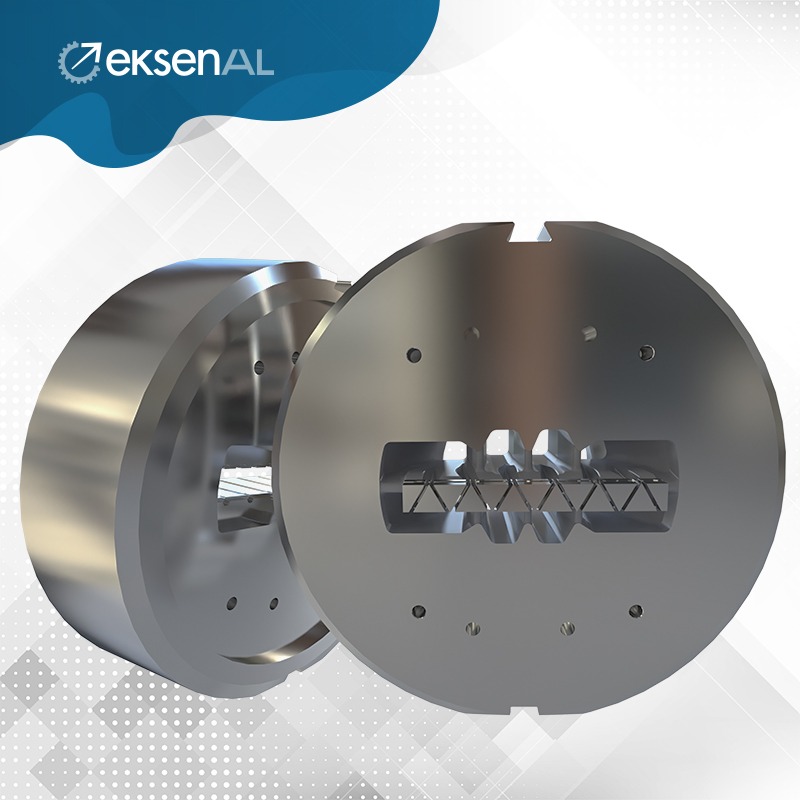
Once production feasibility is approved, the die diameter and the number of cavities are determined according to the profile dimensions and unit weight, ensuring

Profile dies that do not receive feasibility approval are re-evaluated by the design team. Through technical consultation and information exchange with the client, the profile is optimized to align with the intended production system and made suitable for manufacturing.
This synergy established at the initial stage of production ensures the effective implementation of collective expertise and collaborative engineering.

The efficient communication environment established between eksenAL and the client is governed by a Total Quality Management approach.
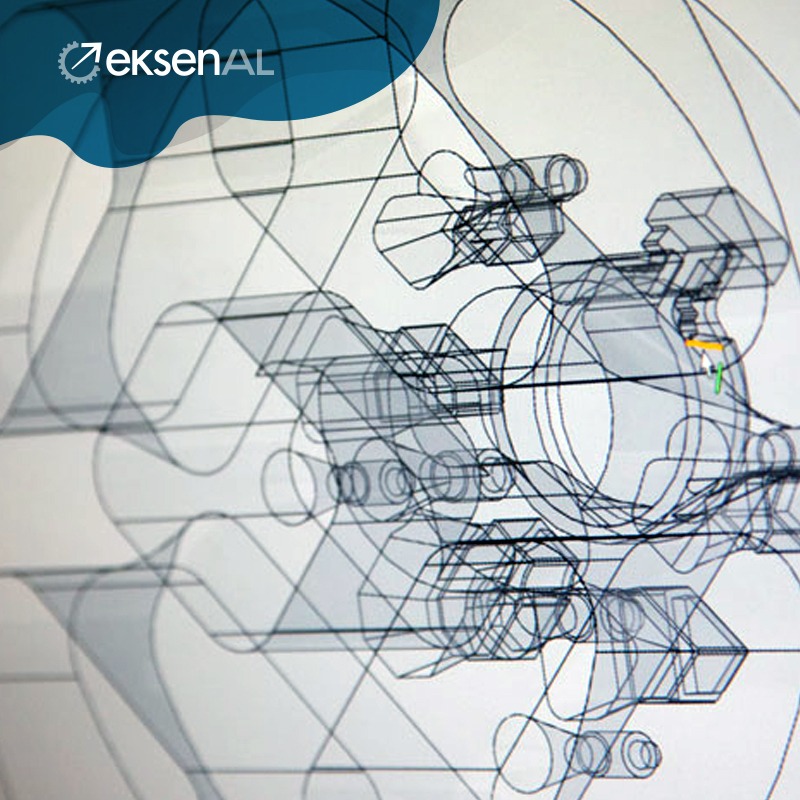
Following approval, the process advances with the preparation of 2D and 3D die designs by eksenAL’s experienced design team, ensuring precision and full compliance with production requirements.
The dies designed in 3D are simulated using advanced software tools utilized by eksenAL’s analysis team. Potential production-stage issues are identified and evaluated in advance.
This application significantly increases the success rate of achieving optimal results on the first trial during actual extrusion.
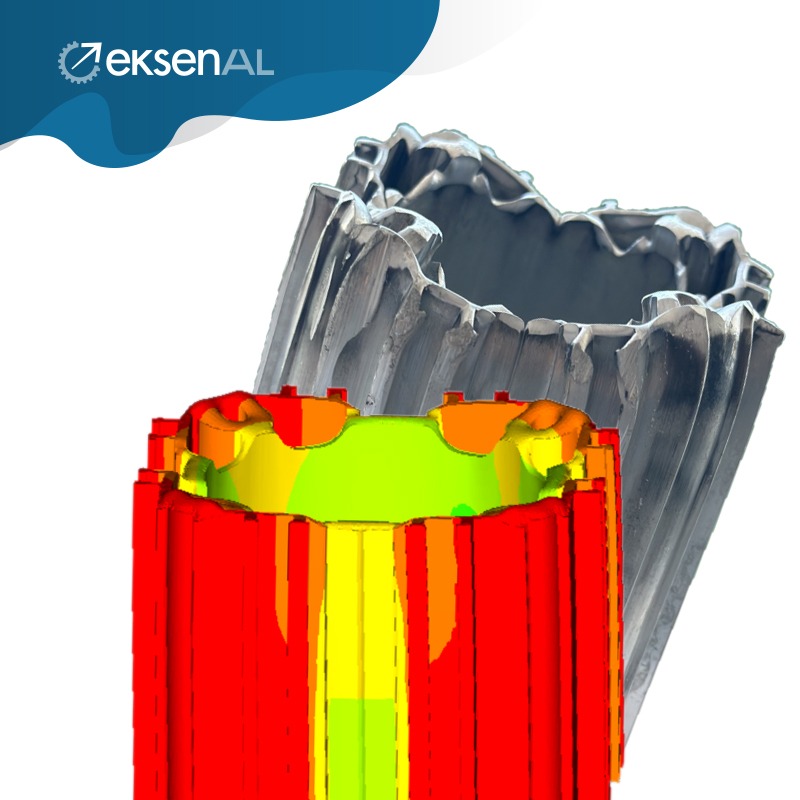
Using the data obtained from die simulation, material flow is balanced until the aluminum reaches the bearing surface. By accurately determining the friction coefficient at the bearing interface, uniform metal flow is ensured, allowing the profile to exit the die at equal velocity across all sections.
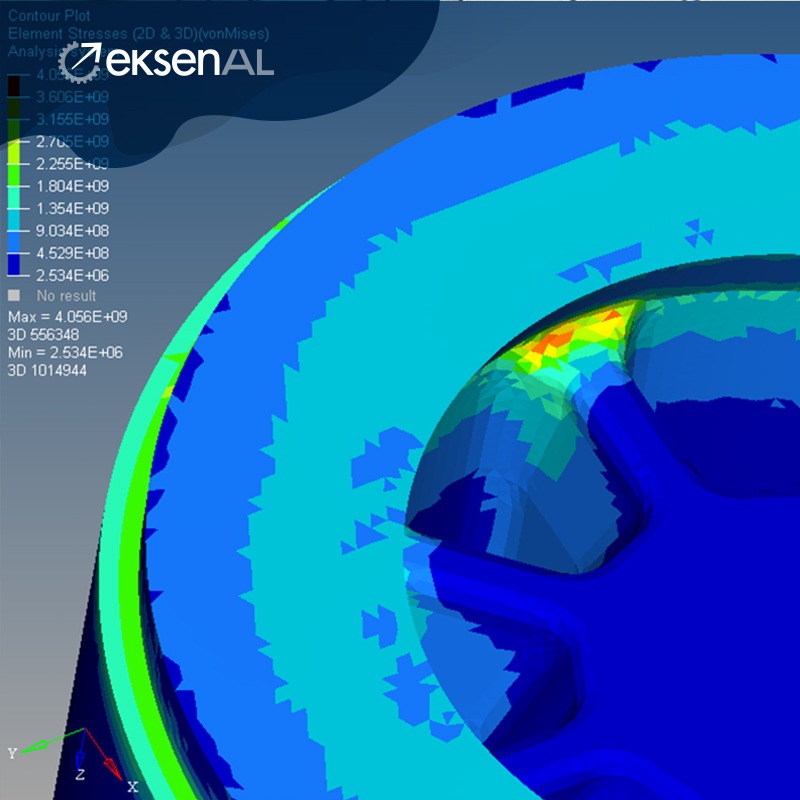
Displacement and stress values occurring within the die are calculated through simulation software to ensure long service life and structural durability.
Following final optimization by the eksenAL engineering team, the project is transferred to the production stations.

Based on the finalized digital design dimensions, hot work tool steels available in eksenAL’s factory inventory are selected according to the required diameter, thickness, and grade.
The selected material is precision-cut and prepared for turning operations, making the aluminum extrusion profile die steel ready for machining.

Hot work tool steels of Swedish origin, pre-cut on a bandsaw and prepared for die manufacturing, are brought to the required dimensions before CNC machining.
eksenAL ensures that these components are ready for its CNC machining lines. Using ERP software, the entire production process is tracked online in real time, ensuring full transparency and efficiency.

At this stage, the turned die components are machined on CNC equipment according to the designed CAM programs.
eksenAL’s aluminum extrusion profile dies, programmed in CAM, are processed using state-of-the-art CNC machining centers to achieve precision and consistency.
Before heat treatment, the CNC-machined aluminum extrusion die components undergo preparatory operations, such as the creation of lifting and transport sections and guide drilling.
Once these operations are completed, the dies are sent to the heat treatment line for further processing.

Heat treatment refers to the metallurgical processes applied to aluminum extrusion die steel to enhance hardness, strength, and overall mechanical properties.
Generally, the process involves annealing or tempering the machined dies at controlled temperatures to achieve the desired metallurgical phase and structural characteristics.

After heat treatment, the aluminum extrusion die components are inspected to verify that they have reached the required hardness.
Dimensions and thicknesses are checked against the original design drawings, and hardness measurements for each component are recorded for quality assurance.

Following heat treatment, the die components are refined in the CNC machining center to remove surface irregularities and achieve smooth finishes.
This ensures the final aluminum extrusion dies meet stringent surface quality standards and are ready for production.

The wire EDM stage is crucial for determining surface roughness and precision.
Thanks to eksenAL’s R&D efforts and advanced equipment, dies achieve exceptionally smooth surfaces, optimizing extrusion performance and extending die life.

In this stage, spark erosion is applied to shape specific die components, such as grooves, using electrical energy to precisely remove material.
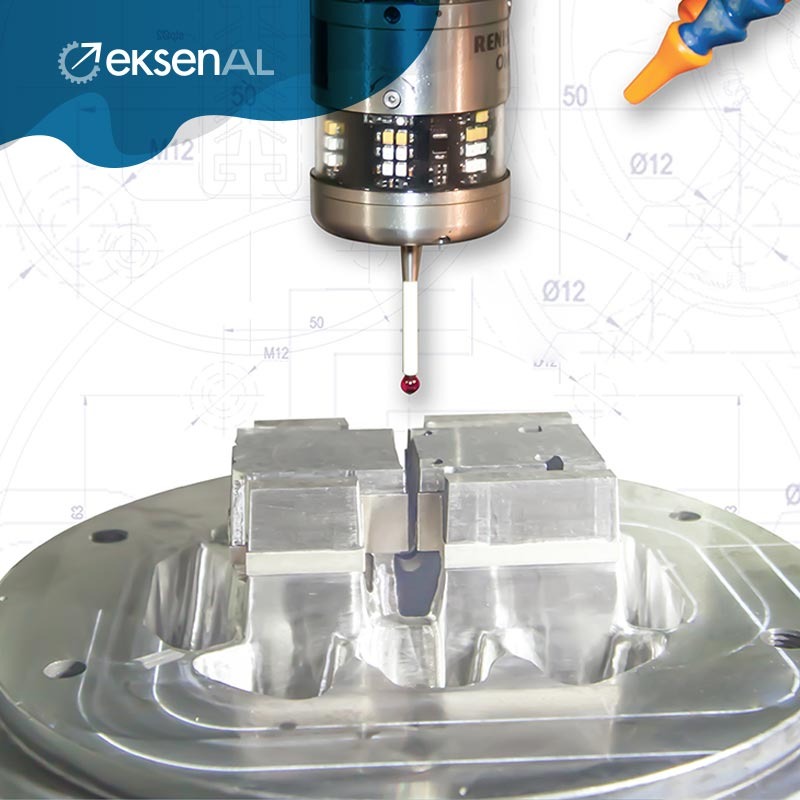
Throughout this process, CMM (Coordinate Measuring Machine) technology ensures highly accurate and measurable surface precision in aluminum extrusion die manufacturing.

After wire and spark erosion, the die surfaces, including grooves, are polished and refined.
This step, initiated when a client contacts eksenAL for aluminum extrusion dies, ensures smooth, high-quality surfaces that meet functional and aesthetic requirements.

Following the production schedule and planned timing, completed dies and grooves undergo surface finishing and dimensional inspection.
Guided by eksenAL’s Total Quality Management approach, all stages are rigorously checked before final die assembly to ensure precision and functionality.

At the final stage of production, the polished and fully assembled aluminum extrusion die components undergo strict quality control.
Only after passing these inspections are the dies considered ready for shipment, reflecting eksenAL’s commitment to quality, standards, and innovation.

Adhering to the originally committed delivery schedule is a non-negotiable standard at eksenAL.
Aluminum extrusion dies that have passed quality control are carefully packaged in crates prepared by eksenAL and dispatched exactly as promised to the client.